
The TRAUB TNL32-11 is a sliding/fixed turning machine with two turrets and a front working attachment traversing in three axes. Three tools can be used simultaneously and independently of each other.
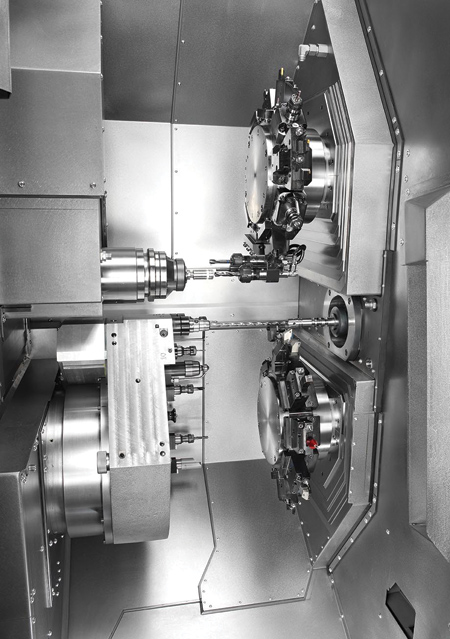
The signature feature of the TRAUB TNL32-11 is the front working attachment equipped with eight tool stations, four of which are live.

Up to three tools can be used simultaneously to produce independent contours.
A highlight is the dual drive, consisting of two drives integrated within one turret. "This patented drive solution reduces non-machining time and thus also machining times per piece," said a company spokesperson.

The TRAUB TX8i-s controller features details such as reduced set-up time due to higher NC performance or the option of interactive programming, optimization and simulation in dialog or NC mode.
The TRAUB TNL32-11 is the latest addition to the TRAUB TNL32 sliding/fixed headstock automatic lathe series. Its signature feature is a front working attachment mounted on a cross-slide, which raises the number of linear axes on the machine to 11. This means that the TRAUB TNL32-11 can perform simultaneous machining with three fully independent tools. This saves machining time-especially for components with a high proportion of drilling.
The TNL32-11 has a headstock moving in the Z-axis, an upper and identical lower turret with X, Y and Z-axes, and a counter spindle movable in the X and Z directions. A new feature is the front working attachment, which sits on an additional cross-slide moving in the X and Z-axes. It provides the user with further, freely positionable tools and enables the use of up to three tools, simultaneously and independently of each other.
Interpolating Y-Axis
In addition to the two linear X and Z-axes, the front working attachment features a CNC circular axis. By the interpolation of the rotary axis with the X-axis and the C-axis of the main spindle, the front working attachment can also be used in the Y direction using an interpolated Y-axis. The particular benefit: when a drilling tool needs to be corrected to exact center, the necessary corrections can be performed via the CNC controller. This can be of help with small parts that react with great sensitivity to even minimal offset errors.
The large clearance circle of the tool mountings of the front working attachment was chosen deliberately: its generous size allows simultaneous and collision-free machining together with the two tool turrets on the main spindle.
Eight Additional Tools Plus One Gripper Station
The front working attachment makes eight additional tool stations available. Four of them are used to mount fixed tools; the other four are for live tools.
There is also a station for a workpiece gripper that can unload a machined workpiece from the counter spindle. A time-saving advantage: while the finished workpiece is discharged from the counter spindle, the next part can already be machined with two tools at the main spindle.
With an output of up to 3.4 kW and a maximum speed of 12,000 revolutions, the tool drive in the front working attachment is productive and designed for high power. The toolholders are designed to be highly robust and stiff with a mounting shank diameter of 36 mm. Individually controllable coolant pressure of up to 80 bar is available at every station. One live station can be used as a deep-hole drilling station with a coolant supply up to 120 bar. The front working attachment can also be used as a tailstock when producing long components.
Large Work Area
The work area is easily accessible to the operator due to its high and wide sliding door, simplifying set-up and changeovers. A large inspection window allows the operator to keep a close eye on the machining process. "The long Z travel of the headstock means the machine can easily be used for sliding or fixed headstock turning without compromises," said a company spokesperson. "The conversion effort is less than 15 minutes."
Two Drives in One Turret
Indexing is performed using an NC rotary axis that controls movement via an internally meshing planetary gear. This allows the turret to be indexed to any preferred position without a mechanical locking mechanism being necessary. The free positioning of the turret makes multiple tool assignment possible on each station.
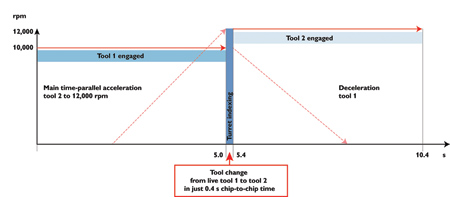
Another highlight is the dual drive, consisting of two drive trains integrated within one turret. "This patented drive solution reduces non-machining time and thus also machining times per piece," said the spokesperson. "While one tool is in use, the tool intended for the next work step can be accelerated up to the desired speed during main time and is immediately available at full speed after the turret indexing operation. Jerky accelerations and delays that were previously unavoidable when reducing auxiliary processing times are now a thing of the past. In addition, the user benefits specifically from the fact that toolholder wear is reduced due to the lower acceleration values. Even with live tools, chip-to-chip times are around just 0.3 seconds."
Improved Tool Mountings
The TRAUB compact shank system is used in the turrets, enabling precise mounting of toolholders. "They are seated deeper in the turret than in other commercial systems, which results in less leverage effect and thus greater stiffness," said the spokesperson. "For live toolholders, the large 45 mm shank diameter allows for the installation of spindle bearings with large diameters. A quick-change system enables high-precision, smooth exchange of tools without removing the toolholder. The compact shank system verifiably increases the tool life and also contributes to improved surface quality."
Low Space Requirements
The machines in the TNL32 series are compact, aided by the control cabinet integrated in the upper area of the machine. For servicing, only a few manipulations are needed to remove the back cover to allow full access to the mechanical assemblies. The hydraulic and pneumatic components are also arranged with full accessibility to the rear of the machine and can be easily checked at a glance.
Control Family
The TNL32 series is equipped with the TRAUB TX8i-s control and the TX8i-p for the TNL32-9P. Both models are based on CNC hardware from Mitsubishi, while the controllers' user interface software is a TRAUB development.
"Customers need not rely on standardized software products; rather customer and application needs can be implemented and integrated optimally into the development," said the spokesperson. Both controllers are compatible with all previous TRAUB controllers so that existing programs can be used.
The spokesperson noted the following TRAUB controller features and benefits:
- Reduced set-up time due to higher NC performance
- Interactive programming, optimization and simulation in dialog or in NC mode
- Error avoidance and set-up time reduction through object-oriented interactive guidance
- Sensitive tool breakage and wear monitoring
- High availability
- Optimal support because the machine, control and drive are from a single source.
For more information contact:
INDEX Corporation
14700 North Pointe Blvd.
Noblesville, IN 46060
317-770-6300
sales@index-usa.com
www.indextraub.com
Southwest
N. TX
Hillary Machinery, Inc.
1825 Summit, #207
Plano, TX 75074
972-578-1515
www.hillaryinc.com
S. TX
PD Browne South
440 Brenmar
Houston, TX 77060
281-405-9378
www.pdbrownesouth.com
OK
Gage Machine Tool
10668 Widmer Road
Lenexa, KS 66215
913-894-1233
www.gagemachinetool.com
Southeast
AL, GA
Applied Machine Solutions, Inc.
2200 Airport Industrial Dr., Suite 300
Ball Ground, GA 30107
678-880-0893
info@appliedmachine.com
www.appliedmachine.com
NC, SC, VA
Advance Machinery Sales, Inc.
416-C Gallimore Dairy Rd.
Greensboro, NC 27409
336-665-9114
www.am-sales.com
FL
Arthur Machinery
5903 Johns Rd
Tampa, FL 33634
813-887-4455
www.arthurmachinery.com
Northeast
DE, MD, E. PA, NJ, NYC, Long Island
Automation Solutions, Inc.
2 Hagerty Blvd., Ste. 300
West Chester, PA 19382
610-430-3670
inquire@asi-pa.com
www.asi-pa.com
N. NY
Britton Machinery Sales
P.O. Box 709
Pittsford, NY 14534
585-924-9335
www.brittonmachinery.com
W. PA
Marcus Machinery
106 Bellefield Court
Gibsonia, PA 15044
412-862-0803
info@marcusmachinery.com
www.marcusmachinery.com
MA, CT, RI, ME, NH, VT
Northeast CNC, LLC
36 Bartlett Rd., Unit 1
Gorham, ME 04038
207-775-5510
sales@necnc.com
www.necnc.com
Midwest
KS, W. MO
Gage Machine Tool
10668 Widmer Rd.
Lenexa, KS 66215
913-894-1233
www.gagemachinetool.com
E. WI
Iverson & Company
441 North 3rd Ave.
Des Plaines, IL 60016
847-299-2461
sales@iversonandco.com
www.iversonandco.com
MI
Methods & Equipment Associates
31731 Glendale Ave.
Livonia, MI 48150
734-293-0660
sales@methods-equipment.com
www.methods-equipment.com
MN, IA, ND, SD, E. NE, W. WI
Hales Machine Tool, Inc.
2730 Niagara Lane North
Plymouth, MN 55447
763-553-1711
sales@halesmachinetool.com
www.halesmachinetool.com
West
OR, WA
Ellis Machinery & Equipment, Inc.
6225 20th Street E.
Fife, WA 98424
253-926-6868
sales@ellismachinery.com
www.ellismachinery.com