

DELTA chuck used to OD grip thin wall casting
The 2 or 3 jaw power chuck is a staple of practically every shop with a CNC lathe. It can be easy to think of all standard jaw chucks as the same, looking strictly at the purchase price and lead-time as the only basis for a purchase decision. Why would a shop ever invest in a more costly chuck if they all basically work the same way? Powerhold has been a provider of lever-type chucks for over 50 years, and while the lever-type is a more costly method to manufacture, our customers recognize that there is a difference, in terms of life and performance.
The performance of a CNC lathe, especially regarding horsepower and accuracy, can be significantly impacted by the design of the jaw chuck used during machining operations. The assumption that all 3-jaw chucks for CNC lathes have similar performance characteristics can result in severe under-utilization of the lathe's performance capabilities.
The DELTA series developed by Gamet, and supplied exclusively to North American customers by Powerhold, was developed specifically to maximize the performance of CNC lathes. There are four major design categories that are the basis for jaw chuck evaluation:
- Method of jaw actuation or closure
- Jaw force loss at high RPM
- Hysteresis (jaw force increase from inertia shift)
- Accuracy or repeatability.
Method of Actuation
There are two basic jaw actuation systems - the "wedge or sleeve" system and the "lever" system.
Due to a lower cost of manufacture, the wedge system is most commonly supplied as standard equipment on many CNC lathes. The master jaws on such chucks are operated by the inclined plane principle, where the drawtube or drawrod is connected to an angled sleeve that slides inside the chuck body against a matching wedge. The matching wedge is the master jaw of the chuck, forcing the top jaws open or closed.
There are two basic concerns to this style of actuation. First, the wedge design results in a large amount of bearing surface required to actuate the chuck, which can lead to rapid wear of the actuating surfaces due to friction. Wear accelerates if the chuck is not kept constantly lubricated, which can be the case in some shop operations. Gripping power also degrades rapidly if the chuck is not kept lubricated. Secondly, in many cases, mechanical advantage is sacrificed in order to gain acceptable jaw travel.
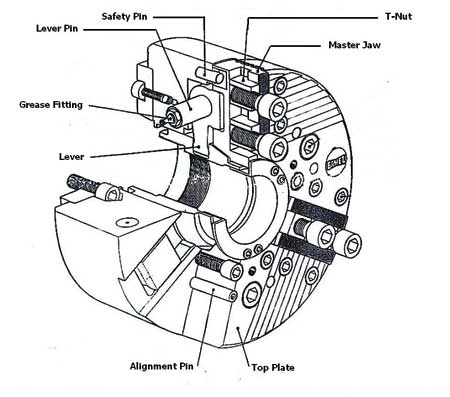
A preferred method of jaw actuation is the lever type design. In a lever system, the drawtube or drawrod is connected to the jaws through a rocking lever that is mounted on pins inside the chuck body. Lubrication is important for lever-operated chucks also, but less sensitive due to the design. The lever system typically has reduced friction and increased mechanical advantage compared to a wedge operated chuck for a given draw bar pressure. In other words, for any given draw bar pressure, a lever will always have greater actual gripping power at the jaws than a wedge operated chuck. The lever system also has reduced internal bearing surface than the wedge type closure, which reduces the operating friction. The greater efficiency of the design results in reduced wear on the operating cylinder, drastically increasing component life. For this reason, a lever actuated chuck system (chuck and operating cylinder) will usually have a longer life than that of a wedge operated system.
Gamet and Powerhold are suppliers of lever style chucks, and all models they offer, including the DELTA series, are lever type.
Jaw Force Loss
All jaw chucks lose gripping force as spindle RPM increases due to the action of centrifugal force on the top jaws. Many chucks can lose a substantial amount of their static (zero RPM) gripping power when run at higher RPM. Because of this tremendous loss of gripping power, full horsepower cuts on a workpiece may not be possible. This can compromise the ability of the lathe to remove material, resulting in increased cycle times and higher part production costs. Damage to the machine could result if the workpiece is forced from the chuck.
It is often suggested by suppliers of conventional chucks that this loss of gripping power can be offset by simply increasing the draw bar force to compensate. However, increasing the draw bar force puts additional strain on the actuating cylinder and the chuck mechanism, resulting in a drastically shortened life of the system.
The DELTA series utilizes a series of grooves between the chuck body and the master jaw boxway, as opposed to the typical master jaw design of most wedge style chucks. This design greatly distributes wear over this increased surface area, resulting in tremendous extended life over other designs. However, in terms of jaw force loss, the design offers another advantage. Because the grooved design distributes the load so well, master jaws can be made smaller for weight reduction compared to similar size chucks, resulting in reduced force losses at the same spindle speeds, and less jaw force increase at spindle stop.
Hysteresis
Another critical factor in chuck design is hysteresis. This condition occurs when a chuck is being decelerated to a stop, or the spindle direction is rapidly reversed, a common practice in CNC turning. In this situation, jaw forces actually increase due to the inertia shift that occurs when direction is changed (similar to a person flying over the handle bars of a bicycle when it is brought to a sudden stop).
There are many factors, such as rotational mass of the chuck, weight of the top jaws, etc., that influence the amount of hysteresis generated. On many chucks that are supplied with many CNC lathes, hysteresis can run as high as 50% over the static gripping power. This can distort parts out of tolerance, or actually crush them in the case of thin-wall parts. When selecting a chuck, the amount of hysteresis is a key factor to be considered since it will influence the capability of the machine's performance and the outcome of the parts.
Repeatability
The final evaluation of chuck performance is repeatability. The repeatability of a chuck is a measure of its ability to repeat the performance, either from job-to-job or from part-to-part. The industry acceptable standard for jaw chuck accuracy is approximately .001 inch. The majority of the chucks on the market today are built to these standards. There are some specialty chuck builders who can supply chucks with .00005 inch repeatability. However, these chucks are primarily light-duty, second operation chucks and cannot be considered as general purpose, main spindle CNC chucks.
Gamet DELTA chucks have a repeatability accuracy of .0005. This makes them ideal for close tolerance turning requirements. Because the design has extended master jaw life, the interval between reboring of top jaws to compensate for chuck wear will be much greater, and down time due to setup and re-boring of top jaws will be less.
In terms of component life and efficient use of the lathe's horsepower, the less universal style of chuck design is a wedge operated chuck. Unfortunately, this type of chuck is the least expensive to produce and is most often supplied as standard equipment.
"For high-volume applications considering the factors of component life and ability to utilize all of the machine's power, the most desirable style of chuck would be a lever-operated design. When delicate parts require the minimum jaw force loss effects, the Delta series design will far outperform wedge style designs," said a company spokesperson.
For more information contact:
NORTHEAST
New England
Michael DeVito
Powerhold Inc.
860-349-1044
mdevito@powerholdinc.com
Mid-Atlantic - NJ, E-PA, E-NY, MD, DE
David Dunn, Representative
Westfield, NJ
908-759-2547
dbdunnrep@comcast.net
Western NY, WV
Scott Strang
Powerhold Inc
860-349-1044
sstrang@powerholdinc.com
W-PA
Mark Ely
Applied Technical Products
Clinton Township, OH
440-343-1957
u610@aol.com
SOUTHEAST
NC, SC, VA
Will Spooner
Powerhold Inc.
860-349-1044
wspooner@powerholdinc.com
AL, FL, GA, MS, TN
Scott Strang
Powerhold Inc
860-349-1044
sstrang@powerholdinc.com
MIDWEST
OH
Mark Ely
Applied Technical Products
Clinton Township, OH
440-343-1957
u610@aol.com
MI
Tim Barrett
Evergreen Tool
Portage, MI
269-998-4657
evergreentoolgroup@gmail.com
IL, WI, MN
Chuck Anderson
Anstar Corporation
Elgin, IL
847-428-7240
chuck.anderson@anstarcorp.com
www.anstarcorp.com
IN, IA, KS, KY, MO, NE, ND, SD
Scott Strang
Powerhold Inc
860-349-1044
sstrang@powerholdinc.com
SOUTHWEST
TX, OK, CO, LA, NM
Will Spooner
Powerhold Inc.
860-349-1044
wspooner@powerholdinc.com
WEST
CO
Will Spooner
Powerhold Inc.
860-349-1044
wspooner@powerholdinc.com
All other areas
Scott Strang
Powerhold Inc
860-349-1044
sstrang@powerholdinc.com