
Angled-head cutting

"Defense and aerospace part manufacturing require a different business approach altogether," said Tim Smith, CEO of Smiths Machine.

The graphically-guided Sinumerik Operate HMI from Siemens has enabled the easy, company-wide adoption of the Sinumerik 840D sl CNC, a control that is otherwise known for its powerfully complex capabilities. Across the company, visually-guided teaching and learning methods have fostered rapid learning and operational proficiency.

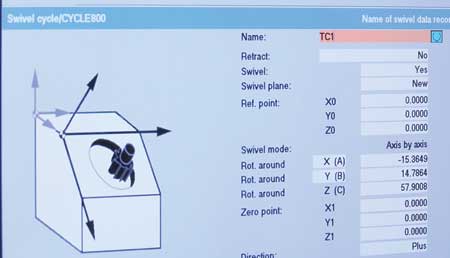
The Cycle 800 function within Siemens NX supports the programming of 2-1/2 axis and 3D milling throughout the rotation of all XYZ planes while maintaining a zero offset. Functions include automatic shifting of zero offset, tool length and radius compensation in rotated planes and compensation of machine geometry, and all machining cycles can be used.
The Cycle 800 function within Siemens NX supports the programming of 2-1/2 axis and 3D milling throughout the rotation of all XYZ planes while maintaining a zero offset. Functions include automatic shifting of zero offset, tool length and radius compensation in rotated planes and compensation of machine geometry, and all machining cycles can be used.
Smiths Machine, a second-generation, family-owned business, did what many machine shops were doing before the recession. They were riding the wave of automotive parts production and doing seemingly fine, until the massive downturn came. The bankruptcies of the tier one automotive companies suddenly left many machine shops vulnerable to volume-based supply from overseas competition. A once well-oiled machine tool business model now seemed unstable and uncertain. Equally uncertain was the idea of moving the business in an entirely different direction.
"Defense and aerospace part manufacturing require a different business approach altogether," said Tim Smith, CEO of Smiths Machine. "It is specialized work that requires special approvals, log-down processes and complicated procedures. The complexity is challenging. It all starts with a different way of thinking, with more of an engineering approach than a production approach. Our company needed to build a new business model and the operations to support it."
The defense and aerospace machining market is characterized by small lot counts, generally lower margins and a very low tolerance for errors. Scrap rates thought to be nominal in the past would now be out of the question.
"You cannot make a $6,000 part and have a 30% scrap rate or even a 10% scrap rate," explained Smith. "The emphasis is not on throughput, but on the high quality, highly precise manufacturing of very complex parts."
Based on these three inseparable machining requirements - quality, precision and complexity - Smiths Machine set out to reach its greater potential in the machine tool market, not as a production machine shop, but as company focused on complex part manufacturing. Having achieved some early success in this new direction, the way forward for the company soon could be summed up more simply: "The more complex the part, the more competitive we are," said Smith.
To protect and grow this competitive advantage, the company's leadership knew that their internal processes and technology needed to match up with the unique requirements of the defense and aerospace industries. Major investments in large, complex, 5-axis machines would need to be enhanced by equally complex control capabilities. Smith recounted how a decision made previously by the company would now come into play in a profound way.
Traditionally a milling and turning company, Smiths Machine first teamed up with DMG and Siemens in the year 2000 to establish its singular machine tool platform. This brought about a synergistic approach to complex milling and turning, an advantage that took on greater significance when the company decided to focus on the defense and aerospace markets later in the decade.
"Siemens controls were available on DMG milling and turning machines, and that was a natural fit for us," Smith recalled. The DMG/Siemens platform has enabled Smiths Machine to establish and maintain a high level of operational proficiency. The central advantage here, Smith said, has been the ability to invest, train and keep his people moving forward based on a stable technology platform.
"The technology and the people using it are the backbone of our organization," Smith said. "Even with 25 machines, we can share knowledge between the milling and the turning machines. The common control is a Siemens Sinumerik 840D sl. Our technology purchases are based on where we want to be in 10 years, not on a workforce that is fractionally trained and a platform that can rapidly deteriorate due to a change in market condition or a change in employment condition."
Smith said an example of this singular platform advantage is the control's similarity across milling and turning operations. "All controls are customized to a certain extent," Smith acknowledged. "But unlike Siemens, many other control series are individually customized so that the keyboard layout will be different from machine to machine. The Sinumerik 840D sl CNC is consistent. So when you train your operators, you can say, here is the jog button, here is the axes button, here is your alarm button and your offset button. And this level of consistency extends to a graphical interface that really complements how we teach and learn."
Teaching and learning are closely held values within an organization that uses a breadth of visual techniques to foster education, efficient information sharing and quality control.
"We are a very visual company," Smith said. "We use a lot of colors and we buy a lot of printer toner. Our parts inventory uses color-coded tags and the same is true across our production. We use yellows and blues and reds for consistent instruction. The Siemens 840D sl control uses the same approach. Users are guided visually for such things as axis direction, approach point, final depth and other variables inside a cycle. This is true from control to control, for milling and turning."
Smith said visually guided information flow is characteristic of today's complex range of next-generation electronic communications, because this speeds understanding and information sharing. Whether for a smart phone or a CNC, graphically guided interfaces enable rapid learning and proficiency, a fact that has been well leveraged by the 840D control interface design.
Gerhard Hetzler, Engineering Manager at Smiths Machine, has experienced firsthand how the company's singular platform approach has brought continuity to such manufacturing functions as post, machine simulation, NC code and control functionality.
While the Siemens 840D sl control has evolved in significant ways over the years, Hetzler said these changes have served only to accelerate the performance of the programmers and operators, rather than impede them with new and different procedures. The control platform has also given Smiths Machine the freedom to create custom cycles that can be copied and shared from control to control, and so machine to machine.
"I will give an example," said Hetzler. "To catch occasional entry errors on the tool management side, we created a cycle that checks the length of the tool and within a specific tolerance. Within a matter of milliseconds, the control compares that value to what was entered in the tool management side, and if the tolerance is exceeded by 2 mm, the control immediately stops the machine."
Hetzler said another advantage flowing out of the DMG/Siemens relationship is the continued simplification of complex cutting operations, especially in the area of angular milling heads.
"Siemens has come a very long way to improve the cycles and support related to milling heads," Hetzler said. "Aerospace requires a lot more use of angular milling. Even a 5-axis approach cannot do it. An angular milling head is needed. I would put this on the top of my list of the advantages DMG and Siemens have developed. Additionally, this relates to another important development, Siemens NX."
Siemens NX software integrates CAD, CAE and CAM for faster part manufacturing, encompassing all areas of tooling, machining and quality inspection. NX has become integral to Smiths Machine's CNC platform, because it supports part planning through manufacturing, with the prevention of errors and related costs.
"Our ability to develop all of our own post-processors in house is supported by Siemens NX," Hetzler explained. "We set up our angular milling heads in NX, so we can post the G-code before we even send it out to the machine."
An early introduction to the power of NX came when the company found that it needed to write code to produce an especially challenging aerospace landing gear. The code took six weeks to manually program. This was before the company learned that it could do the same task in nine days using NX.
"Siemens knows 5-axis machining and NX is a Siemens product that leverages 5-axis," Hetzler said. "For example, we can do 3+2 axes work in NX. There is a cycle for that called Cycle 800. So when NX outputs the NC code, the machine then also understands it. Other control brands will have a cycle that can be made to work, but they are a lot more problematic. We are talking about managing the change of plane, a concept that has been around for a long time and was always problematic to do. Now Cycle 800 in NX does it all for you."
Hetzler said Cycle 800 makes programming the change of plane easier, faster and with higher accuracy than traditionally calculated methods. "We would normally round off after the third or fourth decimal," he recalled. "Now the control calculates to nine decimals. When you start talking microns, especially in the aerospace industry, it makes a huge difference. And this difference has been fully implemented by DMG. They have invested a lot of time and money to make sure from their side that Siemens NX and Cycle 800 work 100% of the time."
Smiths Machine's momentum continues to be supported by the DMG/Siemens CNC technology platform and strategic relationships. This support includes Siemens service contracts, expedited motor repairs, direct parts availability and online NX tech support.
Smiths Machine has been able to grow its workforce by 70 people during the last five years. That is a 300% employment surge that mostly happened during the recession, a time when many machine shops (and for that matter, many businesses), were struggling just to hang on.
When Smith and Hetzler talk about how far the company has come during the last five years, they quickly add that there is much more to look forward to. Looking back does help the company's many new employees understand Smiths Machine's heritage and core values, but there is too much shared excitement about looking ahead to ponder over past success.
As to how the company will go about achieving what is yet possible, Smith and Hetzler said they have another five-year plan that will continue to bring together the right people and the right technology - so no secret there.
For more information contact:
Tim Smith, CEO
Smiths Machine
14120 Hwy 11 North
Cottondale, AL 35453
205-553-7623
www.smithsmachine.com
John Meyer
Siemens Industry, Inc.
Drive Technologies - Motion Control
390 Kent Avenue
Elk Grove Village, IL 60007
847-640-1595
siemensmtbumarcom.sea@siemens.com
www.usa.siemens.com/cnc