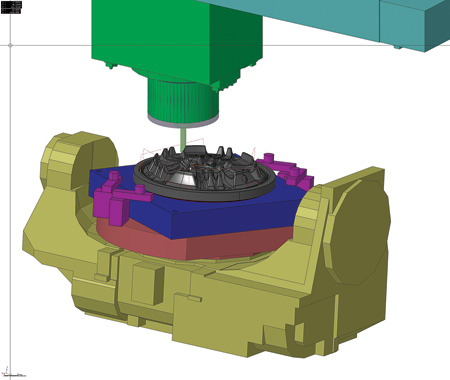
A screen capture from WorkNC showing the face core.

A raw piece of H-13 steel that has been heat treated to 37-40 RC. It will be made into a face core.
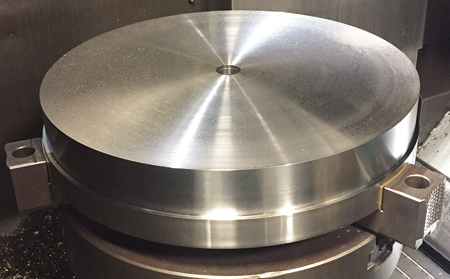
The face core has been qualified in the lathe to ensure that it is flat and the O.D. is round.
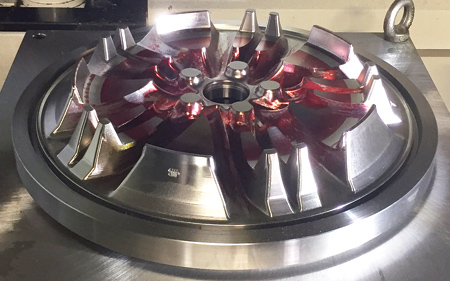
The front side of the face core after it has been detailed.


Master Machinist Jerry Newland stands in front of Mazak Variaxis I-800 5-axis mill.
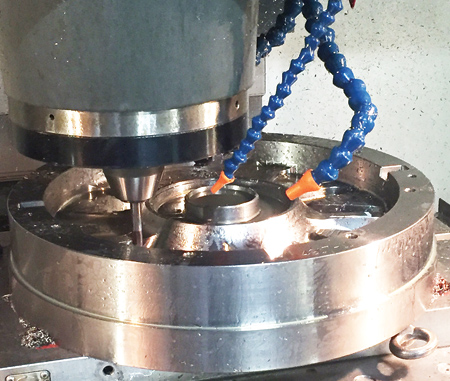
The back side of the face core has been drilled and is now getting pockets.
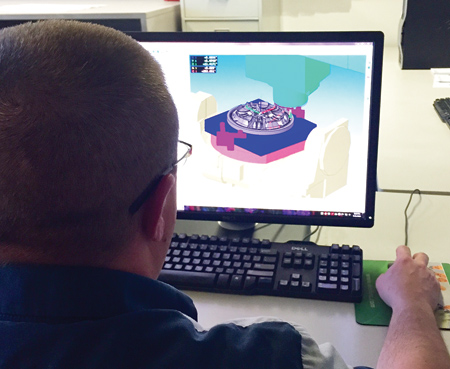
Senior Chief Engineer Darren Wright simulates machining using Work NC to check for collisions.
For LB Mold, embracing technology is not just par for the course, but rather an essential part of the recipe for sustained success.
"A distinct advantage that can easily get overlooked in manufacturing is not only having the best manpower or equipment, but the ability to intentionally and successfully integrate technology," said John Bodine, owner of LB Mold, an Edinburgh, Indiana-based wheel mold manufacturing company.
Bodine says of his business philosophy, "We always have to be willing to take calculated risks–and perform calculated experiments–in order to be innovative and continue to push our standard upward."
LB Mold and WorkNC
LB Mold was established in 1996, after Bodine had accrued over 20 years of experience in the mold and pattern industry. Having been exposed to various lines of CAM software over the years, he knew that the WorkNC solution by Vero Software would be his system of choice. The solution was in place when LB Mold secured its very first customer.
"I would have had a lot more headaches trying to run this business without WorkNC. It is very dependable software," Bodine said. "The wheel molds that we manufacture produce a very visual part of the automobile. There is no room for error."
LB Mold is a Tier 2 supplier that serves a customer base in North America. Despite being one of only a few American wheel mold manufacturers to survive the auto industry's instability in 2008 and 2009, Bodine concentrates less on world trends and more on business. "Our work will speak for itself. There is a lot of noise that could easily distract you from doing your work," Bodine said. "We choose to stay focused. When we focus on our customers, we are more apt to support them as they grow."
With only a "couple of small glitches" having occurred in their nearly two-decade working relationship with WorkNC, Bodine reported that ongoing upgrades paired with strong customer support have helped to ensure the software's irreplaceable role in his company.
Growing with WorkNC
In 2014, when LB Mold expanded its machining capabilities by adding two top-of-the-line 5-axis Mazak machining centers and four new YCM 3-axis machines, it revisited how WorkNC could maximize its new equipment.
To test the company's options, CNC Programmer and Lead Engineer Darren Wright sent component files to a handful of CAM companies to gauge their ability to program LB Mold's most challenging components.
"WorkNC was the only one of the four or five companies that were sent part files that–a few hours after we sent the files–asked if we wanted to see a demo of the software with our parts," Wright said. "The attentiveness to the customer's needs (and our previous work history) made the decision easy for us."
The WorkNC Advantage
Two WorkNC features consistently utilized by LB Mold are its ability to apply sequences and its Auto 5 feature a handy tool for a 3-axis shop integrating 5-axis capabilities.
Designed to further automate the programming process, sequences can be easily established by utilizing data from previously machined jobs. Sequences can be loaded to designate multiple machining operations, including all parameters, at once. For instance, a sequence for "hard steel finishing" can be used again and again to streamline the programming process.
Machining parameters may include speeds and feeds, as well as all tool parameters attached to the sequence. Utilizing sequences in WorkNC also ensures consistent programming among multiple users, as sequences aid in the recording and implementation of best practices throughout the shop.
"The ability to bring in sequences is something that I use all of the time," CNC Programmer David Fredericksen said. "If the job is similar to a previous job, I just bring in the sequences and apply them."
WorkNC's 5-axis capabilities have also allowed LB Mold to eliminate a portion of lathe time previously required for some of its components. A component that previously required two operations on a lathe and one on a mill took two hours to machine. Those same operations can now be combined into one operation on a 5-axis machine, cutting machining time by 70%.
WorkNC Auto 5 enables programmers to automatically generate a collision-free 5-axis toolpath that is based upon an existing 3-axis toolpath. It also takes into account the kinematics of the selected 5-axis mill. The 5-axis toolpath supports the use of short, rigid cutters and allows more of the job to be finished in one set-up, reducing both machining time and human error.
"Ten years ago, when we would machine the cosmetic side of a component, it would take 24 hours," Wright said. "Now we have it down to seven."
Most importantly, after all of the employees have gone home and the lights have been turned off, all of the machines continue to run. LB Mold is able to utilize WorkNC for lights-out machining because of its reliability and the accuracy of its toolpath verification, simulation and collision detection. WorkNC pinpoints collisions and out-of-limit conditions in a global machining environment that includes the machine, workpiece, fixturing and complete tool assembly.
"I have used a lot of software packages and WorkNC is the only package that, if it says it is not going to crash, it is not going to crash," said Fredericksen. "We have an enormous investment in our equipment. When applicable, we have those machines running 24 hours a day. We can do this with confidence because of WorkNC."
For LB Mold, lights-out manufacturing is a direct byproduct of making the most of its technology with WorkNC.
"When I can get technology working for me, I have gained a competitive edge that allows us to sustain success. WorkNC empowers me to compete and succeed in today's global market," Bodine said.
For more information contact:
LB Mold Inc.
1031 S Main St.
Edinburgh, IN 46124
812-526-2030
Vero USA Inc.
2000 Town Center
Suite 1730
Southfield, MI 48075
248-351-9300
info@verosoftware.com
www.verosoftware.com