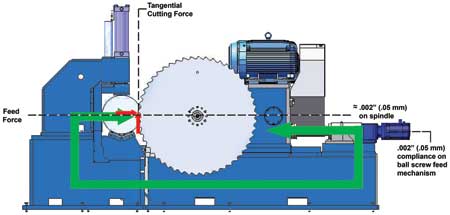
Open loop force distribution on horizontal slide saw
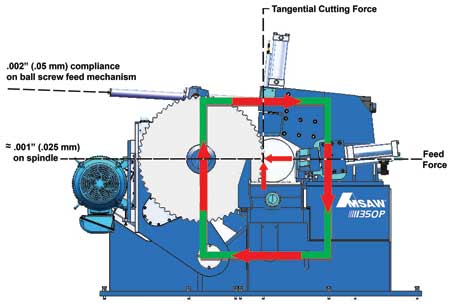
Close loop force distribution on pivot saw
Carbide saws equipped with carbide or coated cermet-tipped blades are designed to cut extremely hard materials. How effective the blade is depends in large part on how the saw is built.
The relatively brittle carbide or cermet tips require very rigid and backlash free machines, operating with low vibration to avoid cracking of the cutting tips and ensure an equal chip load on each tooth of the saw blade. This is especially important with the spindle drive. The spindle drive gears must have low backlash and must be supported by preloaded, heavy-duty bearings to minimize vibration. The same is true with the blade feed mechanism and the head slide or pivot mechanism.
Generally, there are two types of saws, differentiating in the way the blade is fed into the workpiece: slide-type or pivot-type saws. The more common saws are slide-type machines, where the head slide could be arranged in a vertical, horizontal or angular position. The preloaded slide could glide on box ways or preloaded linear ways. Experts still argue whether box ways using low friction lining and hydraulically preloaded way clamps have a better dampening effect than linear ways with hardened balls, rollers and blocks.
Pivot-type saws are simpler, have fewer components and, if properly designed with oversized taper roller bearings, can be made very rigid by preloading the pivot bearings to the limits. Built for extreme stiffness, a pivot mechanism for the spindle gear box would be nested in a rigid base close to the floor, fed by a heavy duty ball screw attached to an upper sub-assembly, such as the fixture frame, and having the spindle located between the pivot point and the feed mechanism. Due to the feed force and the center of gravity of the head, the ball screw is always under tension, which eliminates the need for a preloaded ball screw and provides a very positive feed for interrupted cutting, enhanced longevity and efficiency.
This arrangement provides a closed loop force distribution since closed frames are stiffer than open profiles. It also subsequently reduces the remaining deflection of the feed mechanism due to the ratio of ball screw and spindle in relation to the pivot point and contains the cutting forces within the machine structure.
Compared to a standard slide machine, a pivot machine would be stiffer and less expensive. Pivot saws are built to saw material up to 24" (600 mm) stock size and have proven themselves in various standard and special saw systems.
Circular carbide tipped blades are limited to a maximum of 80" blade diameter and can therefore only cut up to about 30" diameter material. However, the cutting volume per minute is much higher with circular carbide saws, compared to carbide tipped band saws. In this range up to 30" material, carbide saws using circular blades really shine.
Advanced Machine and Engineering Co of Rockford, IL markets and manufactures the AMSAW line of sawing machines, material handling equipment and blades.
Authored by Willy Goellner, CEO, Advanced Machine & Engineering
For more information contact:
Kris Drennen
Advanced Machine & Engineering Co.
2500 N. Latham Street
Rockford, IL 61103
815-962-6076
info@ame.com
www.ame.com