
Hengstler AD37S Encoder, designed for a real single cable solution
The Helukabel Topserv Hybrid has become established as a two-wire solution.

Drag chain test systems at Helukabel's research and development center.
Single-cable solutions are increasingly gaining traction in the field of servo drive technology. In addition to the growing number of drive manufacturers offering single-cable solutions, this trend is fuelled by the increasing number of manufacturers of rotary encoders that allow the implementation of such solutions in the first place. They differ not only in the protocol used, but also in technical details such as resolution and stability.
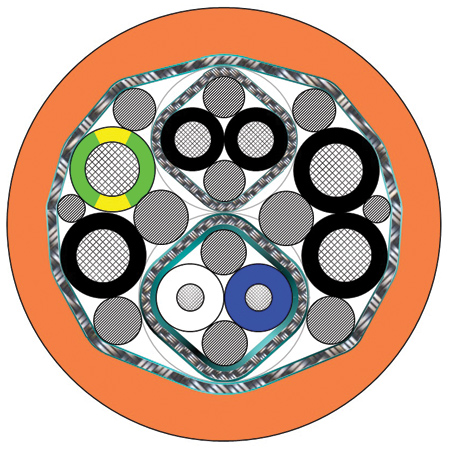
In single-cable solutions, the cores for the encoder's signal transmission are integrated into the servo cable, which means that two cables are thereby combined to form a hybrid cable. "This solution's success is down to the benefits of space and weight optimization, and in particular the reduced connection technology," said a company spokesperson. "In areas with limited space, this translates into additional advantages for machinery, control cabinets and drag chains, for example."
Basic requirement for the set-up of a single-cable solution between a servomotor and a servo controller is a digital encoder that is specifically developed for this type of communication. The encoder is permanently connected to the servomotor. For this reason, the manufacturer of the servomotor needs to provide its customers with an end-to-end solution: Not only the servomotor needs to be equipped with a rotary encoder, the controller needs to be adapted to the concept of a single-cable solution as well - as communication is always established between two units. Hengstler offers special rotary encoders in its new product range that use the ACURO link interface, an open protocol, creating the ideal symbiosis to meet the high requirements of single-cable solutions. "The ACURO link interface was specifically designed to support two- and four-wire applications," explained Johann Bücher, Director of Encoder Strategy at Hengstler.
Helukabel's challenge as cable manufacturer consists in securing a sustainably stable and fail-safe data transmission. The two-cable solution uses up to three shields to protect the signal pairs from the disruptive influences of the power cores in the traditional set-up. In addition, it is generally recommended that the maximum possible distance between the servo and encoder cables is considered when laying the cables. However, the feedback cores of a hybrid cable are routed into the servo cable directly. It reduces the physical distance almost entirely and the requirements for EMC shielding attain a new quality level.
"Whether the motor rotates or not is based on the signal's quality that arrives at the receiver," said the spokesperson. "The fewer external disruptions that penetrate the signal element, the better the data quality is that arrives at the receiver. The shielding of the data cores accounts for the protection from EMC emissions. The longer the shielding remains intact while in use, the longer the protection will be maintained. The service life of the shielding can be nearly 'infinite' if the hybrid cable is installed in a stationary application. The service life only starts to shorten when mechanical load is placed on the cable in a dynamic application, such as a drag chain. The reliability and fail-safe quality of data transmission is a product of the individual disruptions, which means that the longer a cable, the more critical the application. Hengstler's research and development team tests two- and four-wire versions of their encoder using a 100-m cable in each case under load. Based on the acquired practical experience, these tests provide adequate assurance that the cables can withstand even future challenges arising in increasingly complex applications. It is now possible to have high-performance multi-turn control due to the Hengstler AD37 rotary encoder. The 10-Mbaud transfer speed and data exchange rates reaches 32 kHz, while combined with the transfer of entire positioning data providing an extremely high electromagnetic compatibility (EMC). In addition, the data protocol of the electrical interface fulfills the requirements of SIL3 in accordance with IEC 61508 and Cat. 3PLe, in compliance with EN ISO 13489, while the AD37 rotary encoder itself and the IP core in the control can meet all requirements from non-SIL, SIL1, SIL2 to SIL3, depending on the customer's specific application."
The loads that cables are subjected to in the field are growing as the market requirements of the manufacturers of machinery and plants increase. Machine designs are smaller than ever before, as the axes in the field of traditional machine tools become more dynamic and faster. These developments reduce the available space to a minimum, and the bending radii of the drag chains become tighter. Cables and wires need to be tailored to the specific application in order to provide high stability in drag chain applications while maintaining competitive prices, which means that the design team at Helukabel GmbH selects different designs for specific requirements. They depend on parameters such as movement distance, minimum bending radius, speed, acceleration and minimum number of cycles. In addition to the design, the choice of materials also plays a decisive role. They primarily depend on external factors such as ambient temperatures and/or the required durability of the materials (aggressive coolants and lubricants, for example). In addition, there are other properties that need to be taken into consideration such as flame-resistance and halogen-free design.
The different performance requirements of the motors translate in different cross-sections for the supply cables. The larger the cross-section, the thicker the cable. It is necessary that the tests include different bending radii in order to draw conclusions for all other cross-sections, as it is not enough to test one cross-section and cable construction in a drag chain. The Helukabel Group tests cables on nine different testing systems that can differentiate between the lengths and the acceleration and speed parameters when testing. These tests are very intricate and require constant monitoring and supervision. However, they are also necessary in order to ensure the quality and stability of data transmission.
For more information contact:
Adrian Benz
Hengstler
Uhlandstr. 49
78554 Aldingen
Germany
+ 49 (0) 7424-89 546
adrian.benz@hengstler.com