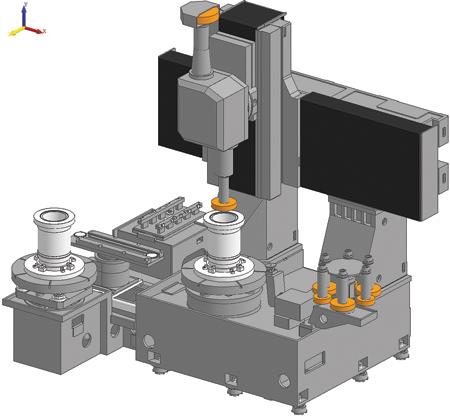
Medium-sized vertical machine shown with a standard two spindle wheel turret and optional pallet changer with external part loading station.
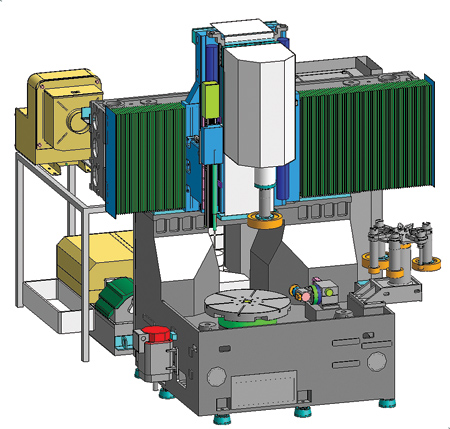
Medium-sized vertical machine shown with standard T-slot table, standard six place ATC (wheel changer) and optional hydraulic swing up rotary dresser.
"A CNC vertical grinding machine with an automatic tool changer (ATC) can increase profitability, productivity and quality by combining multiple operations in one part chucking, by reducing manufacturing cost per sq. ft. (reduced floor space requirements) and by incorporating in-cycle part measuring, ATC and pallet changer technologies," said Andy Ruzzin, National Product Sales Manager, Taiyo Koki Grinding Machines.
ATC Advantages
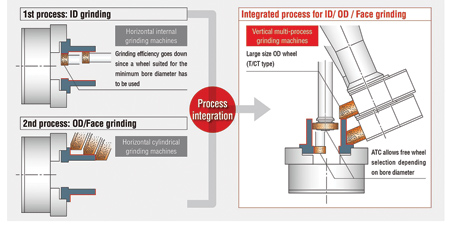
Integration of an ATC into the vertical grinder (not available on most horizontal universal machines) allows the use of six grinding wheels or more, depending on machine size. This feature allows for more wheels to be qualified and stored on the machine, and O.D., I.D. and facing operations can be performed in one chucking. Many customers use this feature to tool up the machine for their most popular jobs and never have to change or requalify the wheels or workpiece. This feature helps with small batch runs by significantly reducing set-up time, typically requiring only a fixture and program change. Inserting or removing wheels from the ATC is easily performed through an access door in the side of the machine enclosure: just snap one in or out.
I.D. grinding options are limitless on a vertical grinder. Typical horizontal universal grinders offer 1-2 O.D. wheels and one I.D. wheel, so if the part to be ground requires significant I.D. stock removal, operators are forced to perform all grinding with only one I.D. wheel. The ATC allows separate wheels for I.D. roughing and finishing.
Part surface finish requirements typically dictate grinding wheel grit size and wheel dressing feed rates. The ability to use a separate wheel for rough grinding allows a more coarse grit wheel to be used for the rough grinding cycle. The majority of grind stock can be removed significantly faster with a coarse grit wheel, and with less heat transferred to the part.
Using a separate wheel for the finish grinding operation allows for finish stock amounts to be .0005"-.0010" instead of .010" or more. This provides the following advantages:
- Exponentially increases the finishing wheel life expectancy and consistency
- Provides perfectly sharp abrasives for the removal of finish grind stock
- Substantially reduces grinding forces in the I.D. grind cycle, which helps to reduce taper and the amount of heat transferred to the workpiece
- Increases I.D. grinding process stability and part quality
- Improves part accuracy.
Part Measuring
Vertical grinding machines offer a unique advantage when it comes to part measuring. Horizontal universal machines are typically limited to only O.D. measuring (jump on gauging). With vertical grinding machines, internal and external diameters and faces can all be measured with accuracy by the same device and can also provide in-machine feedback for size correction. This is extremely useful on larger parts since it is often very labor intensive to either remove the parts for manual measuring or trying to measure them on the machine. The measuring probe has its own high precision linear axis, which allows up and down positioning of the probe for measuring at multiple positions lengthwise on the part. The measuring probe utilizes a calibration ring before every measurement to correct for any thermal expansion that might occur between part cycles.
Vertical vs. Horizontal Universal Grinders
Most horizontal universal grinders are designed to grind between centers, and are not designed for chucking work. Interference issues include:
- Using the I.D. grind spindle usually requires the removal of the tailstock device
- Positioning of the O.D. grinding wheel to the table or headstock
- O.D. wheel and I.D. wheel ability to reach dressing devices.
Vertical grinding machines offer unfettered access of all grinding wheels to both the workpiece and the dressing device.
Additional Advantages
Vertical grinding machines offer further advantages:
- Pallet changers: These allow for parts to be fixtured/loaded outside of the machine; offer 90 second pallet change time; increase spindle run time by up to 40%; and provide a part indicating station. Multiple jobs can be run simultaneously on the machine with a different job on each pallet. The machine switches programs and tooling automatically to suit the part being run.
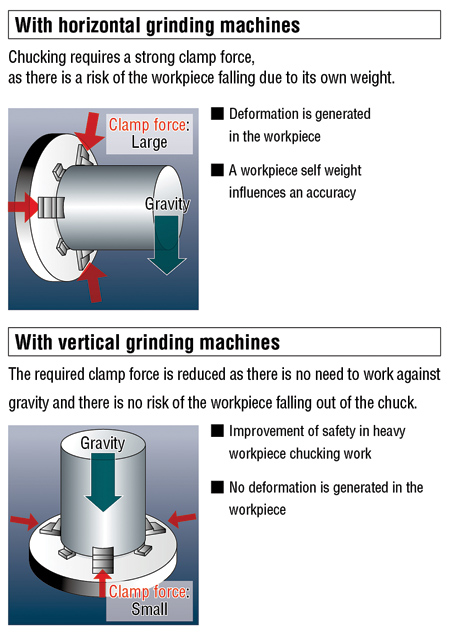
- Workpiece rigidity: Gravity allows parts to naturally sit against the locating surface. Parts can be clamped with less force, which means less part distortion and better roundness and accuracy. A large horizontal universal machine (16" capacity) would typically have a spindle mounting face diameter of 8" or smaller; an equally sized vertical grinding machine offers a 20" or 32" T-slot table with full face contact for the fixture.
- Automation made simple: Most parts are naturally orientated for a vertical machine and thus naturally orientated for automation. The picking of green parts from bins or conveyors by robots or pick and place units is simplified and usually does not require a part flip or reorientation station. The larger and heavier the part, the more this advantage can be realized.
- Lower cost of ownership: Horizontal grinding machines as a whole have traditionally come with a higher cost of ownership when compared to vertical grinding machines. This is because horizontal machines have all of their precision axis and spindles located in the coolant contamination zone. Grinding swarf accumulation in and around the linear axis and wheel spindles in unavoidable. Vertical grinding machines have all their linear axis and grinding spindles designed up and away from the contamination zone. This results in maintaining the original machine performance and accuracy for longer periods of time with significantly less maintenance. Less maintenance means more spindle run time.
- Reduced cost of manufacturing per sq. ft.: Most horizontal universal grinding machines are designed for between center grinding and come with a table and tailstock. An industry standard sized horizontal machine with a 9" workhead spindle center height x 40" long distance between centers has a footprint of around 19' x 17'. A similar sized vertical grinding machine with a 21" part swing diameter has a footprint of 9' x 13', nearly a 50% reduction in machine width. Vertical machine design builds the machine upward instead of making it wider. This means more part diameter capacity with half the floor space requirements.
Authored by Andy Ruzzin, National Product Sales Manager, Taiyo Koki Grinding Machines
For more information contact:
Andy Ruzzin
National Product Sales Manager
Taiyo Koki Grinding Machines,
a DMG MORI Company
9001 Currency St.
Irving, TX 75063
Mobile: 972.750.6417
aruzzin@dmgmori-usa.com
www.taiyokoki.com