The TRAUB TNL12 sliding and fixed headstock automatic lathe offers increases in productivity for small high-precision turned parts.
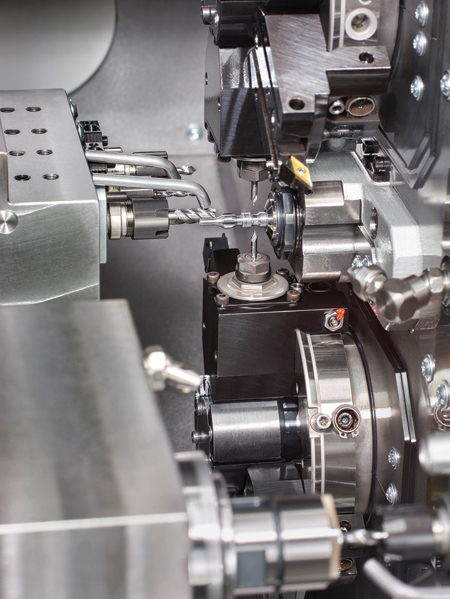
The work area concept: simultaneous and highly productive machining with two tool turrets and front and back working attachments.

With iXpanel, operators have all relevant information for efficient production right at the machine.
The second generation TRAUB TNL12 sliding headstock lathe with 13 mm spindle clearance offers increasing productivity and flexibility while reducing space requirements.
This small sliding headstock automatic lathe, like its larger predecessor, can be quickly converted to a fixed headstock.
According to the company, much consideration was given to making the switch easy for users of the earlier version of the TRAUB TNL12. This means they can continue to use existing toolholders for the turret and the front and back working attachments, as well as supplement them with new, more powerful models. The work area has also been designed in such a way that all workpieces produced on a first-generation TRAUB TNL12 can continue to be produced on the new machine.
This machine is more compact and the control cabinet is no longer located under the bar loader, but rather completely integrated within the machine. The machine itself has thus become a little taller and now measures 1,600 mm. Since the control cabinet and the machine are now one unit, cable ducts are no longer necessary and the TRAUB TNL12 can be moved more easily, whether on heavy-duty wheels, via forklift or with a crane.
More Productivity in Less Space
The original TRAUB TNL12 already had four tool carriers to help ensure highly productive machining through simultaneous use. In order to improve these even further, the developers made significant changes to the kinematics. Where the front working attachment and counter spindle were previously arranged on a common slide, they are now each on separate slides. The separation of these components means that front-end and counter spindle machining no longer influence each other and programming is much easier due to increased flexibility. With lower masses, the machine is also more dynamic, and users benefit from greater programming freedom.
INDEX upgraded the rear-end machining of the new TRAUB TNL12, resulting in an improved cutting pass and a significant increase in productivity. Whereas only one movement in the X direction was previously available on the rear end, 3-axis machining on the counter spindle is now possible. The new back working attachment comprises six tool stations (4x live, 3x IKZ) including a flushing unit. The tool capacity has increased. With double and triple holders, a total of up to 40 tools can be set up in the machine, opening up additional possibilities for complex machining operations.
INDEX now provides both six-station tool turrets with a servomotor and an interpolated Y-axis, which contributes to shorter chip-to-chip times of only 0.3 s and a freer division of cuts.
A further measure to provide greater productivity is the redesign of the high-speed movements. Improved dynamics was at the fore of the developers' minds, and this is ensured by fluid-cooled motor spindles with rotational speeds of up to 12,000 RPM that replace the belt drive in the main and counter spindles. Details such as low-mass clamping cylinders and a carbon sleeve for the guide bushing drive also make the TRAUB TNL12 more dynamic. The machine's guide bushing is freely selectable, live or programmable, with the latter meaning that the guide bushing adjusts itself via a pneumatic servo valve.
The gear trains were minimized for the tools, whether in the turrets or in the front and rear working attachments. By including no belts, no intermediate shafts and only one tooth engagement in the crown wheel, the new design not only increases the dynamics but also provides quiet operation.
Increased Precision
The optimization team also focused on accuracy. The non-hydraulic design, a gray cast iron bed instead of the previous welded steel construction, and the thermo-symmetrical design helps ensure increased thermal accuracy combined with reduced pause jumps and shorter warm-up times. As short a power flow as possible increases the stability of the machine and thus leads to improved overall accuracy as well as higher cutting values, which in turn benefit machining times.
Up to three pumps are available for optimum cooling lubricant management. An 8 bar pump is included as standard, and can be optionally supplemented with one or two adjustable 20-120 bar pumps. For special applications, a 250 bar pump is available as an option. The cooling lubricant is cleaned by a compact belt filter with a filter fineness of 50 µm, and coolant cooling is optionally available. Users can choose between a chip tray or a chip conveyor for chip disposal.
Three automation options are currently available for the TRAUB TNL12: rinsing (minimal set-up); a small gripper that can deposit the components in a tray or on a small conveyor belt; and-of interest for long parts-removal through the counter spindle. All the elements are also in place for a robot solution, which is then responsible for feeding chuck parts.
Efficient Part Production
The TRAUB TNL12 is suited for various sectors such as medical technology, where it is used for the production of implants, devices for minimally invasive surgery and bone screws. With the right application, even simple parts can be manufactured productively. The range of available options includes, for example, a whirling unit with a ±30° swivel angle that is suitable for high-speed whirling and offers a whirling length of 75 mm. It can be used either in the front or rear working attachments.
Easy operation is provided by the current TRAUB TX8i-s controller, which is ready for direct integration of the TNL12 in the digital iXworld. The folding and swiveling operating panel includes a 19" touchscreen, which is suited for iXpanel functionalities and provides easy access to a networked production environment.
For more information contact:
INDEX Corporation
14700 North Pointe Blvd.
Noblesville, IN 46060
317-770-6300
sales@index-usa.com
us.index-traub.com
SOUTHWEST
NM
AME, Inc.
5770 Clarkson
Unit C
Denver, CO 80216
303-922-9266
www.amerm.com
AR, LA
Cardinal Machinery
7535 Appling Center Drive
Memphis, TN 38133
800-264-8511
www.cardinalmachinery.com
TX
Prosper Machine Tools, LLC
7415 Whitehall Street
Suite 123
Richland Hills, TX 76118
682-626-5537
www.prospermt.com
SOUTHEAST
AL, FL (Panhandle), MS, TN
Cardinal Machinery
7535 Appling Center Drive
Memphis, TN 38133
800-264-8511
www.cardinalmachinery.com
NC, SC, VA
Machinery Solutions, Inc.
1681 Two Notch Road
Lexington, SC 29073
803-359-7000
info@machinerysolutions.com
www.machinerysolutions.com
NORTHEAST
CT, ME, MA, NH, W. PA, RI, VT
INIRAM Precision Machine Tool Inc.
333 North Main Street
Middleton, MA 01949
978-854-3037
www.iniram.com
DE, MD, NJ, S. NY, E. PA
Single Source Technologies, Inc.
2192 Winterberry Court
Warrington, PA 18976
610-430-3670
www.singlesourcetech.com
N. NY
Great Lakes Machinery, Inc.
4 Lancaster Pkwy.
Lancaster, NY 14086
716-684-4100
sales@glmincny.com
www.greatlakesmachineryinc.com
MIDWEST
S. IL, KS, MO
Dynamic Machine Tool, Ltd.
84 Hubble Drive
Suite 200
St. Charles, MO 63304
636-447-2900
www.dynamicmachinetool.com
N. IL
Integrated Machinery Systems
101 North Prospect Avenue
Itasca, IL 60143
630-250-8305
www.imscnc.com
MI
Methods & Equipment Associates
31731 Glendale Avenue
Livonia, MI 48150
734-293-0660
www.methods-equipment.com
MI (Upper Peninsula), E. WI
Premier Machine Tool Midwest
PO Box 102
Hartland, WI 53029
414-254-5150
www.pmtmidwest.com
IN, KY, OH
Technical Equipment
10165 International Blvd.
Cincinnati, OH 45246
800-852-0582
www.techequip.com
WEST
CO, WY
AME, Inc.
5770 Clarkson, Unit C
Denver, CO 80216
303-922-9266
www.amerm.com
AZ
CNC PROS
1502 N 17th Ave.
Phoenix, AZ 85007
602-332-5815
www.cnc-pros.com
N. CA, NV (Reno & Carson City)
CNC Solutions
1011 Pecten Court
Suite A
Milpitas, CA 95035
408-586-8236
www.cncsolutions.biz
OR, WA
Ellis Machinery & Equipment, Inc.
6225 20th Street East
Fife, WA 98424
253-926-6868
www.ellismachinery.com
S. CA, NV (Clark County)
Protek CNC
25 W Easy Street
Suite 306
Simi Valley, CA 93065
805-579-9995
www.protekcnc.com