Blisk machining on an EMAG PO 900 BF
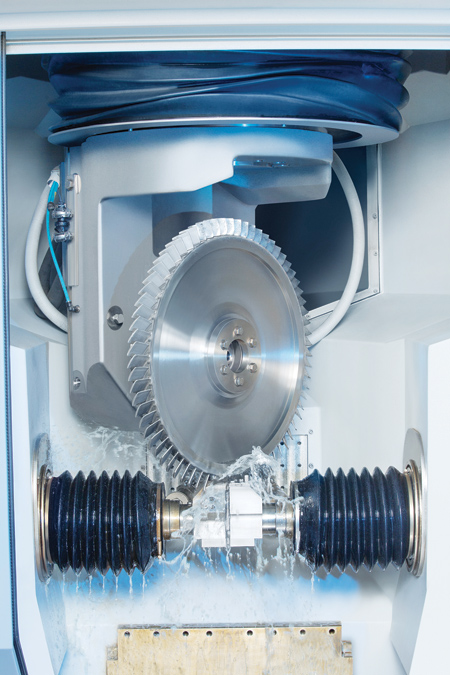
Machining area of an EMAG PO 900 BF for the machining of blisks using PECM (Precise Electro-Chemical Machining) technology

EMAG ECM machine for the multi-station machining of turbine disks
In only a few industries are development pressures as enormous as in aircraft construction. One of the reasons is the fact that legislation is getting ever stricter about the CO2 emission of aircraft at the same time as market expectations are rapidly accelerating growth in aerospace. It is as a consequence of this development that aero engines are becoming a focal point. They need to show a reduction in fuel consumption, while at the same time having to guarantee greater propulsion values. It is obvious that such a development has a massive effect on the components used in the engines. They are made of extreme materials that have to withstand high stresses. The question is: how can one machine these materials with speed, precision and process integrity? "EMAG has an answer to this question: its Electro-Chemical Machining (ECM) technology," said a company spokesperson.
"There is one important correlation to be found in the manufacture of aircraft engines: the higher the temperatures generated by the engine, the more efficient it is. The aircraft will consume less fuel over the same distance and increase its flying range. It is easy to imagine what this means for the materials used in the heart of an aircraft engine. The higher temperatures irrevocably lead to the use of extremely hardwearing materials that perform better under stress. But that is only 'half of the truth' as, at the same time, many components are becoming more complex and still have to be machined at the highest precision. It is the only way to achieve the targets set over a decade ago by the aircraft engine industry, namely a 20% reduction in both CO2 emission and fuel consumption," said the spokesperson.
An Option for the Aero Engine Manufacturing Industry
Experts estimate that over the next two decades air traffic will increase by 5 percent per annum. The prediction voiced by Airbus is that there will be a demand for 7,600 new engines every ten years. Although this offers great opportunities, it is certain that to conquer new markets the aero engine manufacturers will have to come up with constantly greater improvements. New aircraft engines are becoming top of the agenda.
What are the manufacturing solutions that ensure the new high-performance engine components can be produced efficiently? "ECM und PECM technology (Precise Electro Chemical Machining) from EMAG is an outstanding option, even though many developers and design engineers have not yet recognized the fact," said the spokesperson. "This process comes into its own where complex components are to be produced in demanding materials, as it machines high-tensile alloys and similar materials with a minimum of tool wear. The surfaces are of outstanding quality - with no burrs and no changes in the microstructure of the material. In contrast, using cutting processes could lead to a number of problems. The temperatures generated by traditional machining methods often have a negative effect on the microstructure of the material. Tool life in the machining of high-tensile materials is short. And the high infeed rates required to make the machining process economically viable, make the machining of filigree geometries difficult. The demand for ECM is increasing in aero engine manufacture. Since EMAG entered into this technology in 2009, a number of its machines have been delivered to the supply chain for aircraft engine manufacturers, where they are used to machine central components, such as blisks, disks and individual blades in nickel alloys at speed and with precision," said the spokesperson.
EMAG's Development of the Process
The electro-chemical process provides a particularly soft removal of the material. The workpiece acts as a positive anode and the tool as a negative cathode. Between the two flows an electrolyte solution that dissolves metal ions on the workpiece. The contour of the cathode and the workpiece with their active, current-conducting sectors, are matched, to ensure that the material removal on the workpiece leads to the desired contour of the component. Contours, channels, grooves and cavities are generated without touching the component - and at high precision. And tool wear is minimal. With PECM, EMAG has developed the ECM technology further. The gap, through which the electrolyte solution flows, is particularly narrow; and the flow is optimized by a mechanical oscillation. "This guarantees a particularly effective and precise removal of the material. The possibilities this technology opens up are best shown by the example of blisk production," said the spokesperson.
For the machining of turbine blade disks EMAG has developed an ECM system equipped with 11 machining stations that carry out drilling, contouring, radius machining and polishing operations in one machine. The high-tensile Inconel material is machined at a feedrate of 5 mm per minute, without burrs or negative thermal effects. The tolerances achieved are between 0.1 and 0.3 mm. "The life expectancy of ECM tools is very high, making sure that the tooling costs in production are much lower than those using cutting tools for the process," said the spokesperson.
Establishing Feasibility in the Laboratory
At EMAG ECM, with headquarters in Gaildorf, near Schwäbisch Hall, Germany, is a comprehensive service laboratory. The center of activities is an on-site laboratory, which offers the possibility to carry out feasibility studies and preliminary investigations on single- and multi-axes machines. In addition, the laboratory also offers comprehensive measuring systems (roughness, contour, coordinates).
The laboratory is not only designed for the feasibility of a project, but also the cost-benefit ratio of the process with a view to the specific component and the material it is made of. This way, the customer will find out what component tolerances and cycle times he can expect to achieve. Where required, customers receive in-depth training, to enable them to design and manufacture their own tools to suit their particular requirements.
In Cooperation with RWTH Aachen
EMAG ECM works in close cooperation with the machine tool laboratory at the RWTH (Rhenish-Westfalian Technical College) Aachen, Germany. It is here that experimental analyses for the electro-chemical machining of materials establishes the feasibility of the process and where improved cathode designs are simulated. The comprehensive objective is integrated optimization. The process is constantly developed further with a view to the incorporation of new materials and changing component geometries.
"Large batch sizes, hardest possible materials, precision results without negative effect on the material, perfect surfaces - this is the background against which the outstanding market opportunities for the machine builder and its technology in aircraft engine manufacturing are generated. The company offers a modular machine concept that can be tailored to suit individual component requirements. Innovations, such as Mineralit machine base, intelligent soft- and hardware interfaces and effective automation solutions are part of the company's developments. EMAG ECM can create tailor-made (P)ECM turnkey solutions," said the spokesperson.
For more information contact:
Kirk Stewart
EMAG L.L.C.
38800 Grand River Ave.
Farmington Hills, MI 48335
248-966-4703
kstewart@emag.com
www.emag.com
Southwest
AR
David Fitzgerald
EMAG L.L.C.
Charlotte, NC
248-595-1117
dfitzgerald@emag.com
www.emag.com
NM
Kirk Stewart
EMAG L.L.C.
38800 Grand River Ave.
Farmington Hills, MI 48335
248-996-4703
kstewart@emag.com
www.emag.com
LA, OK, TX
Ric Lorilla
EMAG L.L.C.
Houston, TX
248-595-1530
rlorilla@emag.com
www.emag.com
Southeast
AL, FL, GA, MS, NC, SC, TN, VA
David Fitzgerald
EMAG L.L.C.
Charlotte, NC
248-595-1117
dfitzgerald@emag.com
www.emag.com
Northeast
NY, PA
James Petiprin
EMAG L.L.C.
38800 Grand River Ave.
Farmington Hills, MI 48335
248-910-8413
jpetiprin@emag.com
www.emag.com
CT, DE, MA, MD, ME, NH, NJ, RI, VT
Jonathan Chomicz
EMAG L.L.C.
Hartford, CT
248-497-8526
jchomicz@emag.com
www.emag.com
WV
David Fitzgerald
EMAG L.L.C.
Charlotte, NC
248-595-1117
dfitzgerald@emag.com
www.emag.com
Midwest
MI, OH
James Petiprin
EMAG L.L.C.
38800 Grand River Ave.
Farmington Hills, MI 48335
248-910-8413
jpetiprin@emag.com
www.emag.com
IL, IN, WI
Tod Petrik
EMAG L.L.C.
Chicago, IL
248-470-2646
tpetrik@emag.com
www.emag.com
IA, KS, MN, MO, NE, ND, SD
Bill Konetski
EMAG L.L.C.
Minneapolis, MN
612-804-0857
bkonetski@emag.com
www.emag.com
KY
David Fitzgerald
EMAG L.L.C.
Charlotte, NC
248-595-1117
dfitzgerald@emag.com
www.emag.com
West
AZ, CA, CO, ID, MT, NV, OR, UT, WA, WY
Kirk Stewart
EMAG L.L.C.
38800 Grand River Ave.
Farmington Hills, MI 48335
248-996-4703
kstewart@emag.com
www.emag.com