Cutting
While the lathe is still working away, the high-speed grinding process has long finished the job.

Profiling
While the lathe is still working away, the high-speed grinding process has long finished the job.
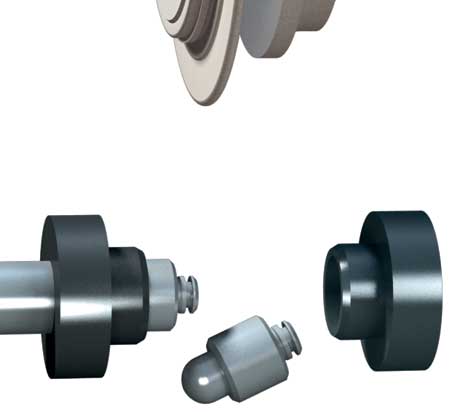
Ejecting
While the lathe is still working away, the high-speed grinding process has long finished the job.
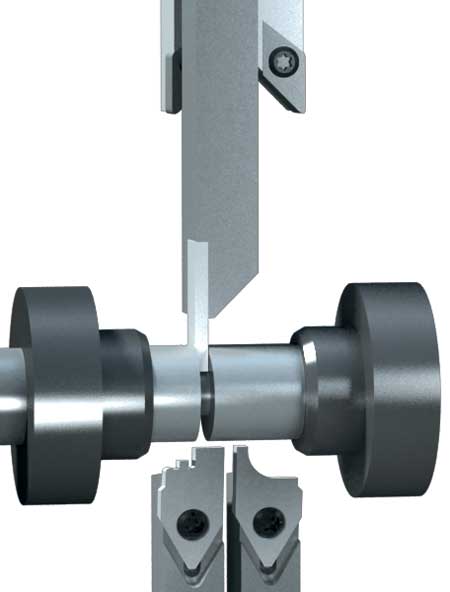
Cut-off
While the lathe is still working away, the high-speed grinding process has long finished the job.
Pre-turning
While the lathe is still working away, the high-speed grinding process has long finished the job.
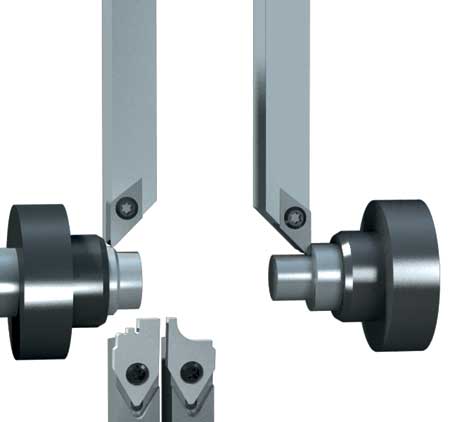
Profiling with parting plates
While the lathe is still working away, the high-speed grinding process has long finished the job.

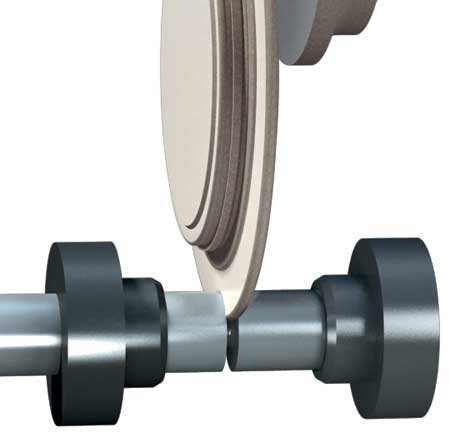
The use of a profile grinding wheel allows plunge-cut grinding of the entire workpiece contour, minimizing the grinding time.

The Junker Grindstar is a dual-carriage grinding machine that combines plunge grinding with cut-off grinding.

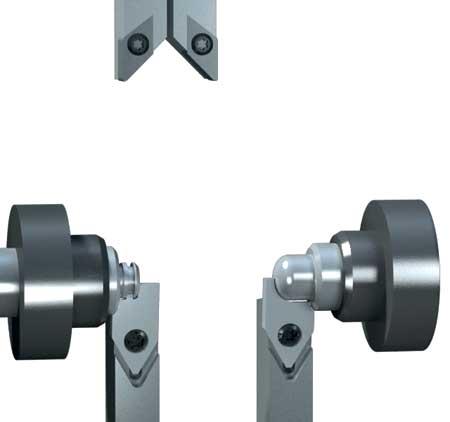
Left: The lathe leaves a residual cut-off burr in the center of the workpiece. Right: The Grindstar delivers a workpiece free of cut-off burrs or chip impressions.
Junker's range of grinding machines includes a grinding machine capable of grinding complex contours using profile grinding wheels. "The grinding concept is up to three times faster than lathe machining," said Horst Zemp, President and CEO of Erwin Junker Machinery Inc. in Elgin, Illinois.
"An example of the use of profile grinding is fine blanking of parts where operators who had been turning parts for decades, and in most cases, using the very latest machines available on the market. With the turning process it required 25 seconds to turn a valve piston but with the Junker grinding machine just seven seconds after pushing the start button of the bright yellow grinding machine the finished valve piston was transported out of the machine on a conveyor belt, something people familiar with the end product had a hard to time believing," said Zemp.
"That was two years ago, when Junker commissioned its first Grindstar. The metalworking industry was initially understandably skeptical, as it assumed the performance claims to be exaggerated. Once the truth of the claims began to be confirmed, the industry realized that Junker had pulled off another quantum leap in the world of metalworking," said Zemp.
With this new Grindstar, plunge-cut grinding at high speed was optimized for grinding parts classically machined on automatic lathes or sliding head stock lathes. An example of the parts are small shafts, pistons and injection nozzle and pins. To do this, the grinding machine uses the synergy effects of two grinding methods. With up to two wheel heads, the Grindstar not only grinds the contour, it also cuts off the workpiece from the bar stock.
It all happens in just seconds including separating, profiling and ejection. With a feedrate of 200 mm/sec, the bar stock first enters the dual carriage machine directly from the loader. Using collet chucks, the workpiece spindle and secondary spindle hydraulically clamp the bar, which can be up to 6 m in length, and sets it into rotation. Then the first profile grinding wheel starts to move toward the bar. It cuts off the workpiece from the bar material in less than a second. Then two things happen simultaneously. First, the contour wheel at the end of the bar grinds the right end of the profile of the next workpiece. While the secondary spindle slightly moves to the side to allow the other grinding wheel with a different contour to finish the profile on the left side of the previously cut off workpiece.
Finally, the collet chucks open. A spring knocks the workpiece into the part catcher, which deposits the workpiece onto a conveyor belt. The feed bar with clamping sleeve then pushes the material bar into the grinding area and the high-speed cycle starts again from the beginning. If the bar loader detects that a bar has been almost exhausted, the feed bar with the 100 to 150 mm long waste piece is withdrawn from the machine and ejected from the bar channel.
During lathe machining operations, the workpiece is subjected to extreme loads, and consequently the cutting forces restrict the speed of machining and extension length. For the machining process, the lathe requires three tools (cut-off insert, indexable insert and profile insert), which have to be moved into position each time. "By contrast, in a grinding machine the cutting forces are far lower overall, as they expose the workpiece to radial load. This is why the Grindstar operates using only two tools, the two profile grinding wheels, which have to be moved into position only once," said Zemp.
"Turning leaves behind typical cut-off burrs on the workpiece center and also produces long continuous chips which impede the automation process and leave impressions behind on the workpiece. By contrast, ground workpieces do not require any finishing work. In addition, scrubber nozzles ensure that no chips are left on the Grindstar's grinding wheels."
According to Junker, grinding achieves accuracy to an ISO tolerance of 6. A dynamic balancing system ensures absolute concentricity of the grinding wheels, which leaves behind a smooth surface. The galvanically bonded (plated) diamond or CBN grinding wheels are specifically produced to order. Consequently the wheels are an initial investment. Custom produced profile grinding wheels for complex applications can result in costs of several thousand dollars. Compared to turning inserts, these constitute a considerable initial purchase cost. "However, the Grindstar makes up for this and more when it comes to running costs," according to one of the development engineers. "The machine lives from the piece numbers it produces. Taking this into account, the achievable savings are enormous. The fully automatic grinding machine is simply far faster than a lathe and is hardly ever at a standstill. The thousands of abrasive grains in the grinding wheel are responsible for the sustained dimensional accuracy and process stability. In many cases, this high-speed grinding wheel will last for six months or more, even where the machine is operating around the clock, seven days a week. Once the grinding wheel is worn, it is recoated and its main body reused."
In addition, each wheel can be equipped with several profile shapes to allow workpiece families to be ground. This eliminates the need for unnecessary wheel changes. Generally speaking, the typical part spectrum of the Grindstar ranges in diameter between 2 and 20 mm. Also possible are parts with a diameter of up to 42 mm. Limitations are set by certain elements such as radii, which cannot be smaller than 0.2 mm. In the automotive sector particularly, the trend is moving increasingly toward ever smaller parts with a complex contour and stringent precision requirements.
Grinding sludge formerly required costly disposal as special waste. Junker has addressed this problem and over recent years has developed a new process for the treatment of grinding sludge. This draws sufficient oil from the grinding sludge that it contains below the minimum value for customary metal scrap. As a result of the separation process, the oil does not sustain any loss of quality, and is therefore returned for use as a coolant.
For more information contact:
Erwin Junker Machinery, Inc.
2541 Technology Drive #410
Elgin, IL 60124
847-488-0406
info@junker-usa.com
www.junker-usa.com