CTX gamma 1250 TC
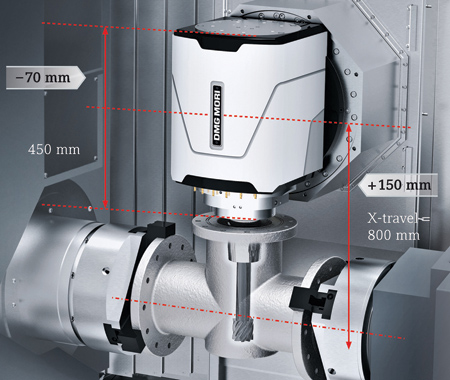
With a diameter of 202 mm the length of the compactMASTER has been reduced by 70 mm so that it now measures only 450 mm. The interplay of the 150 mm larger X-axis (-25 / +775 mm) and the 20 mm longer Y-travel of ± 210 mm is designed for a gain in freedom for users.
DMG MORI has released the second generation of its CTX TC series turn and mill machines, the CTX gamma 1250 TC and the CTX gamma 2000 TC. DMG MORI presented these turn and mill centers at EMO in Milan, both equipped with the new compactMASTER turn/mill spindle.
Machine features include a 150 mm longer X-travel of now 800 mm and the compactMASTER spindle in the B-axis-a cooperation project developed together with the Japanese engineers. They also feature a 120 percent higher torque of 220 Nm.
With a diameter of 202 mm the length of the compactMASTER has been reduced by 70 mm so that it now measures only 450 mm. The interplay of the 150 mm larger X-axis (-25 / +775 mm) and the 20 mm longer Y-travel of ± 210 mm is designed for a gain in freedom for users. It enables, for example, the radial machining of workpieces with maximum diameters of o700 with 170 mm long tools (with the B-axis in a vertical position). Where horizontal machining is concerned, the second generation of the CTX gamma TC has also gained in space: workpieces measuring up to 300 mm can now be drilled out horizontally or hollow turned on the CTX gamma 1250 TC, while the CTX gamma 2000 TC is large enough for a tool length of 550 mm. The turning lengths of the CTX gamma 1250 TC and CTX gamma 2000 TC are 1,300 mm and 2,050 mm respectively.
The core element of both CTX gamma TC models is still the B-axis with its swivel angle of ±120°, which is mounted on a travelling column. The machine concept has been revised. The machines now have an integral thermal concept. This includes among other things integrated bed cooling as well as cooling of the linear guides of the traveling column, the spindle motors and the drive of the B-axis. Combined with the magnetic measuring system from MAGNESCALE the thermal displacement of the machine is now ≤ 10 µm. In addition, DMG MORI has completely redesigned the traveling column. The U-shaped basic construction with 3+2 guide shoes in the Z-axis is designed to increase stability, a feature that has an impact on machining with the Y-axis. Linearity has been improved here by over 60 percent to now stand at ≤ 2 µm. The machines also feature up to 65 percent faster feed rate of 50 m/min in all axes. The machine can also be optionally equipped with a linear drive in the Z-axis, which with 1 g acceleration increases the feed to 60 m/min.
Both machines offer 36 tool pockets in their standard versions. This capacity can be increased optionally to 80, 120 or 180 tools. Where toolholders are concerned the customer has the choice of a standard HSK-A63 or Capto C6, Capto C8 and HSK-A100. In addition, the optional counter-spindle opens up the possibility of up to 5-axis simultaneous 6-sided complete machining. "Equipping the two second generation CTX gamma TC models with the optional lower turret as a second tool mount for 12 powered tools with up to 10,000 RPM transforms them into veritable 5-axis production centers," said a company spokesperson. Optional steady rests up to SLU 6 with maximum clamping diameters of 500 mm can be used as the second toolholder for the machining of shafts.
As turn and mill machining involves extremely complex processes, DMG MORI also focuses in its development work on the operation and programming of the turn/mill equipment. "Exclusive technology cycles for, among other things, 5-axis machining in the field of application-related shopfloor programming has already simplified the work involved," said the spokesperson. "Parameterized context menus enabling simple input of the parameters in the dialog box as well as pre-defined and easy to learn input screens mean that advanced programming skills are hardly required any more, not even in the mill and turn area. Another example of this is the new DMG MORI gearSKIVING cycle." This is built for eight times faster and top quality production up to DIN 7 of both straight-cut as well as helical-cut outer and inner spur gears and spline shaft gearing compared to gear shaping. Even toothing on shoulders is effected without any damage to the projecting edge while surface structures for low-noise gears are possible.
Where operation of the turn and mill machining centers is concerned DMG MORI has provided the machines with system intelligence with CELOS and its many different apps; this is designed to guide the operator through the daily work by means of stored job order and work plans that can be visualized. CELOS also offers the possibility of using a SMARTkey to organize individual access rights in such a way that only selected apps are made available to employees in accordance with their qualification.
With CELOS job order, process and machine data can be managed, documented and visualized via a common user interface for workshop and office. In addition, CELOS enables an open exchange of information with higher-level network structures via defined interfaces and as a result complete integration of a DMG MORI machine in the company organization.
For more information contact:
DMG MORI - Americas Headquarters
2400 Huntington Blvd.
Hoffman Estates, IL 60192
847-593-5400
Service Hotline: 855-DMG-MORI (364-6674)
www.us.dmgmori.com