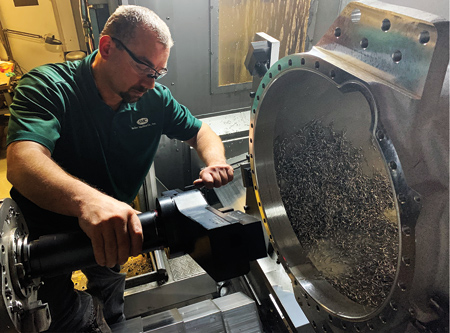
An engineer adjusts a 550 mm boring bar at the 800 mm horizontal CNC machining center.

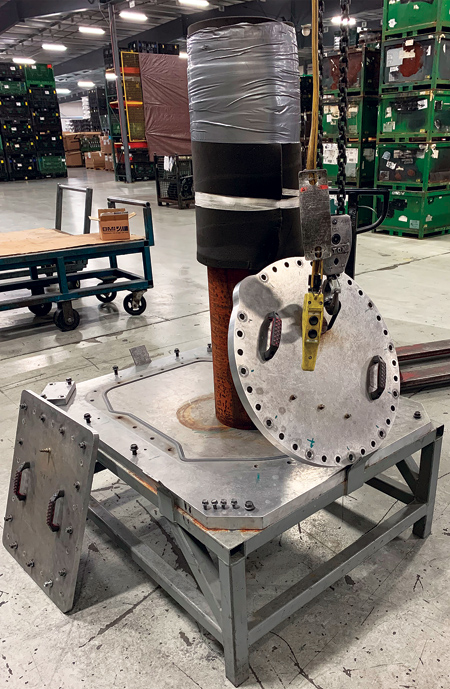
A CNC apprentice load parts onto second operation machining fixture. Custom lifting devices and well-designed fixtures ease this task.

The part is checked on a coordinate measurement machine (CMM). The distance and parallelism between front and back faces are key characteristics. Quality and production work together to overcome difficulty working with a large part.

Parts are pressure tested in a large tank to ensure the final product is leak-free.
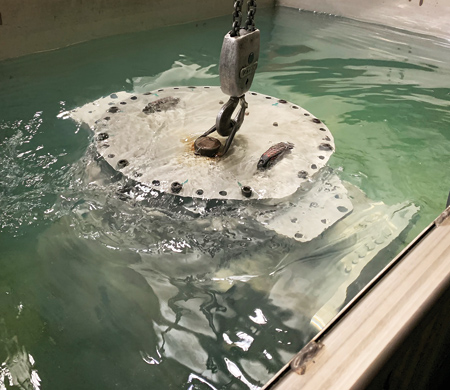
The part, seals and test fixture are submerged.
Pressure test seal plates include a weighted bottom seal for sinking the part.
Manufacturers need a reliable supply of CNC machined parts. "This is best achieved when the foundry, machine shop and customer form a strong partnership," said a Stecker Machine spokesperson. "Working together, they can pursue the optimal balance of cost, performance and quality." In the following example, large part machining with added vacuum impregnation and pressure testing provided high yield of a leak-free product.
Situation
A local foundry and long-time Stecker Machine partner received an urgent request from one of its customers that was experiencing a high fallout rate. The foundry's end-use customer, a Fortune 500 construction equipment manufacturer, was suffering with part reliability, a core aspect of their brand promise.
"The foundry and Stecker had successfully collaborated on many high-complexity projects," said the spokesperson. "These decades of previous engineering and production successes gave the foundry's customer confidence. They knew that if the foundry and Stecker worked together, the reliability issue could be solved."
Challenges
The OEM customer designs and manufactures heavy equipment in the gas and oil industry, which requires transmissions that are powerful, durable and easy to operate. However, the company was struggling with production.
Large transmission assemblies were experiencing a high percentage of fallout due to castings not being pressure tight. This issue was being caught after assembly because the transmission housings were not pressure tested by the previous machining and foundry supplier.
The project was challenging on many fronts:
- Foundry and machining needed to be considered together to meet all specifications and achieve an optimal lowest total cost.
- Stecker had to quickly provide a turn-key solution, including engineering designs, fixturing, tooling, programming and the overall production process to deliver production volume within a few months.
- Machining was moderately complex and extra challenging given the large size of the parts. Additionally, not all cast to machine dimensions could be guaranteed by fixturing alone, and some machined features were not accessible with standard tooling.
- Machining, pressure testing, material handling and handling the production volume would stretch capacity.
Solutions
The foundry and Stecker stepped up to the challenge. From day one, Stecker's sales and engineering teams worked with both the foundry and the OEM customer to determine how best to cast and machine the part.
Solutions included:
- The teams figured out datum schemes before the cast tooling was made. Stecker, foundry and end customer engineers reviewed cast, part and assembly designs jointly and compromised on part datums to aid manufacturing.
- Stecker's engineers worked through fixtures, tooling, program and process designs.
- Past experience, analysis and trial-and-error were used to allow for accurate, fast and reliable machining of the family of four housing parts.
- Cast to machining position tolerance of some features could not be met by fixturing alone. Auto probing was used to position the features exactly referenced to the machine probe casting measurements.
- Stecker implemented special tooling, including a 90° angled head from Tecnara to reach inside the part and machine features inaccessible with straight tools.
Stecker ramped up capacity quickly to meet the demands of the project:
- Engineering and tooling worked quickly to stay ahead of initial castings.
- Initial machined parts were available within 12 weeks.
- To meet total demand, Stecker invested in a Toyoda FH800SX-i Horizontal Machine Center (HMC).
- Stecker provided machining, outside vacuum impregnation, assembly and pressure testing. The outside service provider seals cast pores using a sealant applied under pressure.
Providing Leak-Free Parts
Often pressure testing is overlooked, but in this case, it was critical for project success. The parts needed to be leak-free. The customer could no longer tolerate finding leaks after assembly. With the parts being quite large, there was difficulty in the details of pressure testing.
The parts are large at roughly 4' tall by 3' by 3' and weighing 350 lbs. Stecker Machine's current water test units could not fit these parts, so a large 7' by 5' by 5' stainless-steel tank was fabricated for pressure testing. A work-center was created around the tank and two-ton rated jib crane.
Engineering designed the test process, including sealing and handling. Parts were buoyant given the large internal cavity. Initially to keep pace with the project, weight was hung inside the parts to sink them. Later, weight was added to the seal plates as an improvement of this concept.
Water cleanliness and clarity is a concern for leak testing. Often with smaller water test units, tanks are cleaned frequently and refilled with new water. This set-up uses 2,000 gallons of water, so engineers and maintenance personnel were determined to minimize water waste. An above-ground pool pump and sand filter were added to keep the water clean. An old green garden hose used to fill the tank was replaced, since it was a concern for contamination. The team was careful not to use chemicals that could affect the product, and found and tested a water clarifier. The clarifier binds microscopic particles together so they are caught by the filter, further improving clarity.
Yield from pressure test is often increased using vacuum impregnation. Stecker Machine often sends parts that fail pressure test to an outside vacuum impregnation partner. The parts return with sealant applied. Parts are retested and often a high fraction pass testing and are recovered, improving yield. On this project, considerable time and effort is spent handling and retesting impregnated parts. Each test takes roughly 1 hour. Stecker found it was most cost effective to send all parts out for vacuum impregnation before machining. This was a surprising win since it does not fit the standard process.
Results
The construction equipment OEM now has a reliable supply of leak-free housings. Initial results were so positive that the project expanded due to increased demand. Originally quoted for 20 sets of two mating parts per year, the project now includes over 40 sets per month, which occupies 80% production for two CNC machining centers over three shifts. "Stecker's customer, the foundry partner continues to rely on expert and highly accurate machining, assembly, testing and more from Stecker Machine Company," said the spokesperson.
"This complex, quality-driven project has further forged ongoing, long-term relationships," continued the spokesperson. "Stecker has the capabilities and temperament to take on challenging projects (small to large)-and especially parts that have previously failed-to drive customers' processes and uncover new opportunities."
For more information contact:
Stecker Machine Company
5107 County Rd. C
Manitowoc, WI 54220
920-726-4526
smcinc@steckermachine.com
www.steckermachine.com
JTEKT Toyoda Americas Corporation
316 W. University Drive
Arlington Heights, IL 60004
847-253-0340
info@toyoda.com
www.toyoda.com